
焼結とは?加工方法やメリット・デメリット

焼結とは?仕組みやメリトデメリット加工
焼結とは、金属やセラミックスの粉末を固めたものを融点よりも低い温度で焼き固めて加工する技術です。幅広い材料に対応できる特徴があります。粉末材料を使用することで、余分な材料を使わないため材料ロスが少なく環境に優しい成形方法です。また、自動車などの機械部品に多く用いられていて、小ロットから大量生産まで対応が可能です。鋳造やプレス加工に適さない金属も扱えるメリットがある一方で、製品の用途によっては、加工方法に適さない場合があるため注意が必要です。
焼結の特長

加熱により原子同士が接合する現象
焼結は、加熱により原子同士が接合する現象を利用した加工方法です。固体粉末の集合体を金属が溶ける温度よりも低い800℃~1,300℃で加熱すると、隣り合う原子同士が接合し、焼結体と呼ばれる物体になります。
焼結体は接合と同時に粒子間の隙間が小さく緻密になることから、全体が縮小されるのが特徴です。
粉末冶金やセラミック製造で使われる
焼結は、粉末冶金やセラミック製造で使われます。粉末金属を使った焼結が粉末冶金、ガラスや陶器、コンクリート、セメントなどの粉末を使った焼結がセラミック製造です。加熱によって焼き固められた段階のものは、「焼結品」と呼ばれます。
複雑な形状を有する機械部品で広く用いられている
焼結は、複雑な形状を有する機械部品で広く用いられる加工方法です。粉末を加工して加熱するので、溶かした金属を使用する鋳造よりも加工形状の自由度が高い特徴があります。部品の一体化も可能なため、機械部品に適しているのです。自動車エンジンの部品駆動系部品、軸受や小型の歯車などによく使われる技術です。
焼結メリット・デメリット

焼結には粉末金属を使用するため、溶融金属を使用する加工方法にはないメリットがあります。一方でデメリットもありますので、詳しく知って製品に適しているのか確認が必要です。メリットとデメリットを知ることで、最適な加工方法を選ぶことができるようになり、無駄なコストが抑えられます。
焼結メリット
粉末金属のほとんどの材料が扱える
焼結は粉末にできる金属であれば、ほとんどの材料が扱えるメリットがあります。塊の状態で加工が難しい金属や、融点が高いタングステンやモリブデンなどの材料でも焼結が可能です。また、チタンなど、高温状態になると他の元素と反応しやすい材料にも適しています。
素材のロスが少ない
機械加工ではどうしても金属などを削った時の切粉が発生したり、削った後に半端な材料が残ったりと材料のロスが発生します。焼結加工では材料が粉末のため、製品形状を成形するのに必要な分量の材料だけを使用すればよいので材料ロスが少なくなります。一方、焼結は、粉末材料を成形するため成形後の加工を必要としないため、素材のロスが少ないメリットがあります。また、溶融金属を金型に流し入れる鋳造やプレス加工にくらべて歩留まりが良く、材料費を下げられるメリットがあり、後加工をせずに仕上げることができるのが焼結です。
形状や配合が自由自在
焼結では粉末状の材料を任意の形状に成形することが可能で、形状や配合の自由度が高いメリットがあります。そのため、焼結加工なら機械加工や鋳造では難しい複雑な形状を加工することが可能です。また、焼結加工は材料の融点以下で加工するため、鋳造加工より低コストで製造することができます。また、鉄にニッケルやモリブデンを加えるなど、必要な組成になるように混合機で複数の粉末金属を混ぜて合金を作ることも可能です。他の加工方法よりも、形状や配合が自由自在にできるのが焼結と言えます。
気孔を含むので製品の軽量化が可能
焼結は、気孔を含むので製品の軽量化が可能です。固体粉末の成形は気孔を含むため、整形後の密度が100%よりも低くなり、部品の重量を軽減できます。そのため、溶融金属を使用する加工方法よりも、製品を軽量化することが可能です。
焼結デメリット
■粉末にするので材料によっては高コストになる
焼結は、金属を粉末にするので材料によっては高コストになります。金属は塊状よりも粉末状の方が価格が高くなるため、鋳造やプレス加工よりも原料価格が高くなってしまう場合があります。
■強度等の機械的性質に劣る
焼結は、鋳造やプレス加工にくらべ強度等の機械的性質に劣ります。粉末は成形時に気孔を含むため、密度が100%よりも小さくなり、軽量になると共に強度が下がるデメリットがあるのです。また粉末の成形は気孔のばらつきがでるため、部分的に強度が異なったり、重心にばらつきがでることがあります。
■コストがやや高くなる
焼結では粉末材料が必要となります。粉末材料のほうがブロック状の材料より単価が高いものもあり、材料によっては製造コストが高くなることがあります。材料ロスが少ないメリットを生かして、いかに材料費を抑えられるかが重要なポイントです。また、焼結前の準備として粉末の造粒やブレンド、焼結後の最終加工が必要な場合も多く、工程に応じた設備が必要となります。そのため、製品の使用用途などを考慮して、焼結部品で良いか、別の加工方法を選択すべきか慎重に検討する必要があります。
焼結の仕組み
拡散現象により粉末金属が接合する
出典: イプロスものづくり
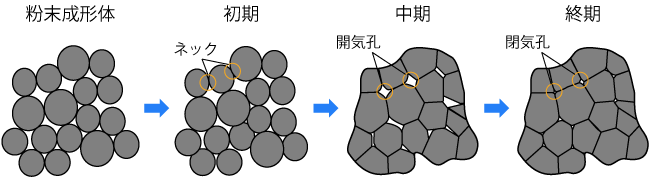
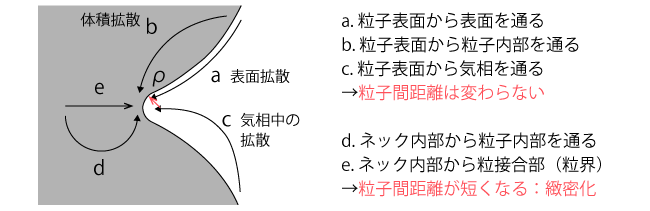
焼結は、拡散現象により粉末金属が接合します。固体粉末の表面は、原子・分子・イオンが結合していないため非常に不安定です。不安定な状況になると、固体粉末は表面積を減らすために物質が移動する拡散という現象が起こります。また、固体粉末が高温にさらされると、ネックと呼ばれる結合部が形成されます。粉末粒子の表面や結合部から物質が移動して、ネック表面に原子・イオン・分子が拡散しネックが大きくなり、全体の表面積が減少するのです。焼結の初期、中期、終期とネックが大きくなることで、密度が上昇し緻密化します。ネックを大きくする拡散経路は主に5つあります。下記の経路によって、物質が拡散してネックが大きくなり粉末金属が接合するのです。
出典: イプロスものづくり
一般的な焼結の工程

一般的な焼結工程は4工程に分かれています。
ステップ1.配合・混合 ステップ 2.加工 ステップ3.焼結 ステップ4.後工程
配合・混合
焼結は、製造する部品の性質に合わせて、粉末金属を決められた割合で配合します。焼結が難しい材料は、影響が出ない範囲で焼結助剤と呼ばれる不純物を加えることで焼結しやすくすることも。粉末金属や焼結助剤は、混合機で均一に混ぜ合わせます。
加工
粉末を配合・混合したら、成形加工をします。金型に金属粉を充填して上下方向から加圧することで、金属粉を押し固めるのです。粉末金属を型で成形加工したものを、粉末成形体やグリーン体と呼びます。成形加工をしたら、焼結に入ります。
焼結
形成加工した段階の成形体はもろく、手で簡単に割れるほどです。金属が溶ける温度より低い800℃~1300℃程の焼結炉で加熱することで、焼き固まります。
加熱することで粉末金属に拡散現象が起こり、接合して強くなるのです。焼結炉内はガスで満されているため、成形品の酸化を防ぐことができます。
後工程
焼結をしたら、必要に応じて加工をします。寸法制度が必要な場合は再び金型にセットして圧力を加え、強度をさらに向上させる場合は、浸炭焼入・高周波焼入を行うのです。焼結は粉末金属を使用するためバリが少なく、鋳造やプレス加工に比べると、成形後の機械加工が少ない加工方法と言えます。
焼結に使う粉末の製作方法
粉末金属の作成方法は以下の3つです。
- アトマイズ法
- 酸化物還元法
- 電解法
アトマイズ法
1つ目の作成方法は、アトマイズ法です。アトマイズ法は、溶かした金属をルツボに流し込んで、高圧ガスや水を吹き付けることで粉末金属を作ります。ルツボ底面の小さな穴から流れ出た溶融金属に、高圧ガスや水を吹付けることで、溶けた金属が飛散して凝固することで粉末状になるのです。アトマイズ法は、炭素鋼・ステンレス鋼・高速度鋼・ジュラルミン・チタン合金などの合金粉末を作るのに用いられます。
酸化物還元法
微細な酸化物粉を水素や一酸化炭素、アンモニア分解ガスなどの気体で還元する方法で、鉄粉・銅粉の作成に用いられます。還元温度や時間によって粒の大きさ調整が行えるため、成形性や焼結性が良い粉末金属を作成することが可能です。
電解法
電解法は、電気分解により粉末を析出させて、粉末金属を作成します。採取した金属粉を洗浄した後に中和処理を行ない、脱水・乾燥をすることで粉末金属ができるのです。
焼結と焼成の違い
焼結と焼成はともに金属やセラミックスなどの材料に、熱を加えて製品を作り上げる処理方法です。材料に熱を加えると原料粒子同士の結合が進みます。
焼結はおもに金属系の粉末材料を使用して加熱により粉末粒子間を結合させて収縮を引き起こす工程です。一方、焼成はセラミックス系の材料を用いることが多く、加熱により高温度で化学反応を引き起こして機械的強度をあげる工程です。
焼結に用いる粉末の種類
焼結に使われる粉末には金属、金属加工物、セラミックス、複合材料など様々な種類があります。これらの粉末は、幅広い工業分野・機械部品に用いられている材料で、その大きさは数ミクロンから数十ミクロン程度のものが多く使われます。
| 材質 | 粉末種類 |
| セラミックス | アルミナ、ジルコニア、フェライト磁石、窒化チタン、窒化ケイ素など |
| 鉄系金属 | ステンレス鋼、炭素鋼、工具鋼など |
| 非鉄金属 | ニッケル合金、チタン合金、コバルト合金など |
| 金属間化合物 | 希土類磁石、二珪化モリブデン、チタンアルミなど |
| 複合材料 | サーメット、超硬合金など |
| その他 | ナイロン、フェノール樹脂、ポリエチレンなど |
焼結は金属やセラミックス粉末から、細かい形状の製品を成形できるため適応範囲が広く、おもに小型の機械用部品の生産で利用されています。少量多品種生産から大量生産まで対応が可能で、材料ロスが少なく鋳造加工に比べて、加熱温度が低く環境負荷が小さい加工方法といえます。一方で材料を粉末状に加工する必要があるため、コストが上がりやすいため事前に原価を精査するなど注意する必要があります。
まとめ
焼結とは、粉末状の材料から金属やセラミックを成形する技術です。粉末にできればどんな材料でも扱えて、素材のロスがないなどのメリットもあります。一方で、加工の過程で気孔を含むため強度や耐久性に劣るというデメリットがあるので注意が必要です。焼結は、材料を問わず形状が自由かつ軽量というメリットがありますが、製品によっては適さない場合もあります。まずは、お気軽にご相談ください。豊富な加工技術により目的に合った加工方法や鋼材の提案、設計、加工、検査まで行ってくれます。焼結に詳しい加工方法が分からない、製品にどの加工方法がもっとも適しているのか、どんな鋼材を使用すれば良いのかなどの疑問は、ぜひ弊社にご相談ください。
粉末冶金でお困りならにご相談ください

BANTECでは、ご予算・製品サイズ・製品仕様・加工の難易度など、お客様のご要望に合わせて、提携先から最適な工場を選定、精度・品質レベルの高い製造工場で部品を加工し、お客様のご依頼内容に応じて材質や形状におけるコスト提案をさせていただきます。また、他の製法(切削、MIMなど)についても、ワンストップで見積対応いたします。
金属加工のBANTECバンテックについて
バンテックは上記の様に焼結品の切削加工を得意としています。『焼結材の切削』の加工は是非とも弊社にお任せください。また海外調達において金属粉末射出成型、粉末冶金などの小ロット、量産にも対応いたします。その他、ステンレス、鉄、ADC材においても多くの実績があります。マシニング加工、旋盤加工、板金加工の御依頼は下記お問い合わせからご連絡ください。お見積もりは順次対応させていただきます。

| 会社名 | 株式会社BANTEC(バンテック) |
| 代表者名 | 代表取締役 番場岳志 |
| 住所 | 東京都大田区東蒲田2-12-3 |
| TEL | 03-6336-6822 |
| FAX | 03-6745-4844 |
| 資本金 | 300万円 |
| 設立 | 2011年5月 |
| 事業内容 | 金属の試作加工、量産加工、精密機器、光学機器、医療機器の切削加工、精密板金加工、三次元加工、製品開発支援(設計~製作) |
| 真鍮材料加工 | アルミ加工 | ADC材の追加工 | ABS加工 |
 |
 |
 |
 |
| 板金加工 | OA機器部品 | 光学部品 | 医療機器 |
 |
 |
 |
 |


