アルマイト処理の工程とバンテックの加工対応力をお伝えします

前回の記事では、アルマイト処理の概要を紹介しました。一口にアルマイトといってもさまざまな種類や特徴があり、アルマイト特有の処理の難しさもあります。バンテックでは長年の経験と協力会社との関係性を生かして、最適なアルマイト処理を施した製品をお客様へご提供しています。
本記事では、アルマイト処理の具体的な工程、種類や特徴、用途、そしてバンテックの加工対応力を紹介します。
アルマイト処理の工程
アルマイト処理では、アルミニウム製品を電解液の槽に投入することで被膜を生成します。実際には多くの工程から成り立っており、大きくわけると前工程、陽極酸化処理、後工程の順に処理していきます。電解液の槽へ投入するにあたって、あらかじめ治具(製品を固定する部材)に製品を取り付けておきます。
前処理
前処理は、アルミニウムの表面をアルマイト処理に適した状態にするための工程です。
脱脂
アルカリや酸を用いて、表面の油分を除去する工程です。押し出しや圧延、機械加工などが行われた際に油分が付着します。脱脂を行わないと、酸化被膜の生成が不均一になるといった品質低下の要因になります。
エッチング
水酸化ナトリウムを含んだアルカリ溶液を用いて、アルミニウム表面を微細に溶解させる工程です。溶解により、細かいキズを除去し均一な表面を生成します。脱脂で取り切れなかった油分の除去も行います。
スマット除去
エッチング後、アルミニウム表面に不純物が析出(液体の中から固体が分かれて生成してくること)します。この不純物をスマットといい、硝酸などを用いて除去します。エッチングによるアルカリ溶液で溶解しない鉄や銅、ケイ素などがスマットの原因になります。
化学研磨
リン酸などを用いて、アルミニウム表面を溶解させる工程です。平滑な表面にして光沢度を向上させる、微細な凹凸のある表面にして梨地の外観にさせるといったことが可能です。
陽極酸化処理
アルミニウムの表面に酸化被膜を生成する工程です。治具ごと電解槽へ投入した製品に電流を流すと電気分解が進み、アルミニウムの表面に被膜が生成されます。酸化処理中の温度管理が重要で、適切な温度により均一な被膜を形成することができます。
後処理
後処理には、染色や封孔処理があります。最後に水洗して治具を外せば完成です。
染色
酸化被膜に着色する工程です。陽極酸化処理の直後はアルミニウム表面に小さな穴が開いている状態となっています。この穴に染料を吸着させて色をつけることができます。
封孔処理
陽極酸化処理で生成された小さな穴を閉じて、耐食性や耐久性を向上させる工程です。穴を塞がないと、汚れや腐食が進む原因となります。高温の水や蒸気を用いる熱水封孔や、酢酸ニッケルや酢酸コバルトなどを用いる化学封孔があります。
アルマイト処理の種類と特徴、用途
アルマイト処理にはさまざまな種類があり、それぞれに特徴と用途があります。
白アルマイト
特徴:白アルマイトは無色アルマイトとも呼ばれており、最も普及しているアルマイトです。一般的にアルマイトといった場合、白アルマイトのことを指します。自然なアルミニウムの色を維持します。
用途:建築材料、機械部品、電子機器の筐体など。
カラーアルマイト
特徴:アルミニウム製品の酸化被膜部分に染料を流し込み着色する加工方法です。多様な色に染めることが可能で、デザイン性が求められる製品に使われます。特に需要の多い黒アルマイトでは、黒色の染色を施し、耐食性と耐摩耗性を兼ね備えた高級感のある仕上がりにすることが可能です。光学機器、カメラボディなどに使われます。
用途:家電製品、装飾品、スポーツ用品など。
硬質アルマイト処理
特徴:低温(0-5℃)の溶液中で厚くアルマイト皮膜を生成します。通常のアルマイトでは5-25μm程度の膜厚ですが、硬質アルマイト処理では、50μm程度の厚い酸化皮膜を作ります。そのため、皮膜が硬く耐摩耗性に優れた仕上がりになります。白アルマイトが200Hv(ビッカース硬度)程度の硬度に比べて、硬質アルマイトでは400Hv以上の硬度になります。
用途:シャフトなどの摺動部品、航空機部品など。
アルマイト処理の難しさとバンテックの対応力
アルマイト処理には加工時に注意すべき点があります。バンテックではアルマイト処理の特性を踏まえて品質管理を徹底しています。
膜厚管理
アルマイト処理において均一な膜厚を維持することは難しい課題です。電流分布の不均一性や電解液の濃度変化が膜厚に影響を与えます。部品の形状やサイズによって電流の集中や分散が発生し、膜厚が均一にならないことがあります。
バンテックの対応:アルマイト処理だけでなく、切削加工と合わせて図面寸法を管理しています。バラつきの出やすいアルマイトの工程を考慮して切削加工を行うことで、公差寸法を外すことなく製品を仕上げています。
染色の均一性
特に凹凸が多く、複雑な形状の部品では、均一の色調に処理することが難しく、電解液の組成や温度、処理時間などが正確でなければ染色が安定しません。同じ製品でも色ムラが出ることもあります。
バンテックの対応:アルマイト液の濃度、温度、皮膜の厚みを管理し、染色条件を揃えています。染料の吸着量を一定にすることでバラつきを抑えたアルマイト製品に仕上げています。
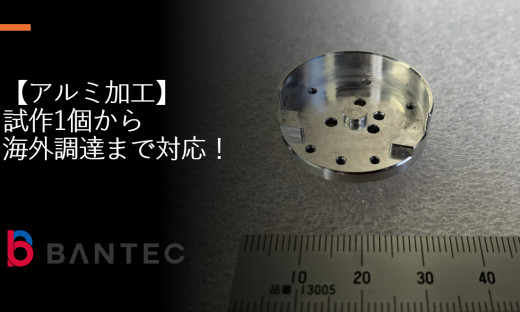
当社の加工事例

お客様より支給いただいたアルミ鋳物に黒アルマイト処理し、精度出しと通電のための追加工を施したものです。
アルマイトをしていると電気を通さない性質を持つので(こちらの記事「アルマイトのメリット」の項参照)、通電させるための接地面を削る加工となります。
図面寸法を満たすために膜厚管理を徹底することに加えて、アルマイト箇所に傷が付かないように取り扱いに気をつけながら加工を行いました。
その他の加工事例についてはこちら「実績紹介」をご覧ください。
まとめ
アルマイト処理は、アルミニウム製品の性能を大きく向上させる重要な技術です。バンテックでは、経験豊富な技術者が各工程を厳密に管理し、高品質なアルマイト処理を実現しています。A5000系をはじめとして、さまざまなアルミニウム材質に対応可能です。
他社で断られてしまった難加工にお悩みの方、切削加工からアルマイト処理まで高い品質をお求めの方は、ぜひバンテックにご相談ください。